

板金加工製品のご紹介
- HOME
- 板金加工製品のご紹介
当社の板金加工製品のご紹介

| 材質 | SECC(ボンデ鋼板) / t=1.2 |
|---|---|
| 寸法 | 60 × 300 |
| 加工方法 | 板金加工、溶接 |
| 処理 | 塗装 |
| 用途 | 半導体装置ケース |
|
本製品は1.2mmのSECCから製作しています。タレパンで5つの部材を抜き、側面以外の4部材をベンダーで曲げていき接合します。成形完了後に塗装を施して完成です。 |
|

| 材質 | A5052P(アルミ合金) / t=1.5 |
|---|---|
| 寸法 | 100 × 393.5 |
| 加工方法 | 板金加工 |
| 処理 | アルマイト |
| 用途 | 半導体装置部品(配線板) |
|
本製品は1.5mmのA5052Pから製作しています。タレパンで抜き加工を行い、ベンダーで7工程の曲げを経て成形していきます。成形完了後にアルマイト処理を施して完成となります。 |
|
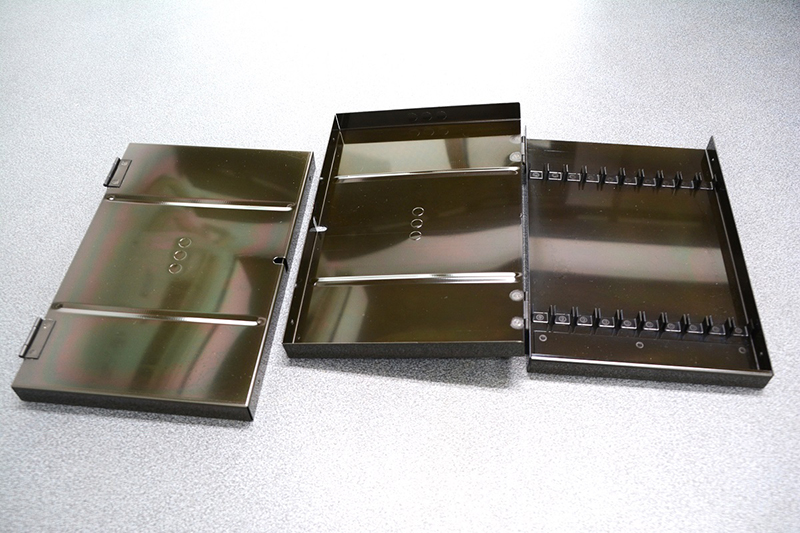
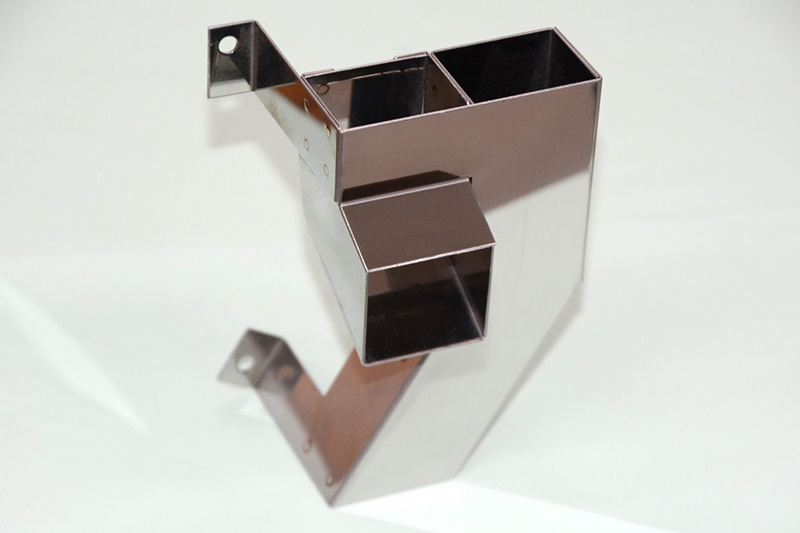
| 材質 | SUS304 / t=1.0 |
|---|---|
| 寸法 | 188 × 286 |
| 加工方法 | 板金加工、溶接 |
| 処理 | 黒色クロメート |
| 用途 | 業務用工具ケース |
|
本製品は1.0mmのSUS304から製作しています。タレパンで3種類の部材を抜き、それぞれベンダーで曲げていきます。金具とケース本体を溶接で接合して成形完了となります。処理は黒クロメート処理を施しています。業務用の工具ケースとして活用されています。 |
|
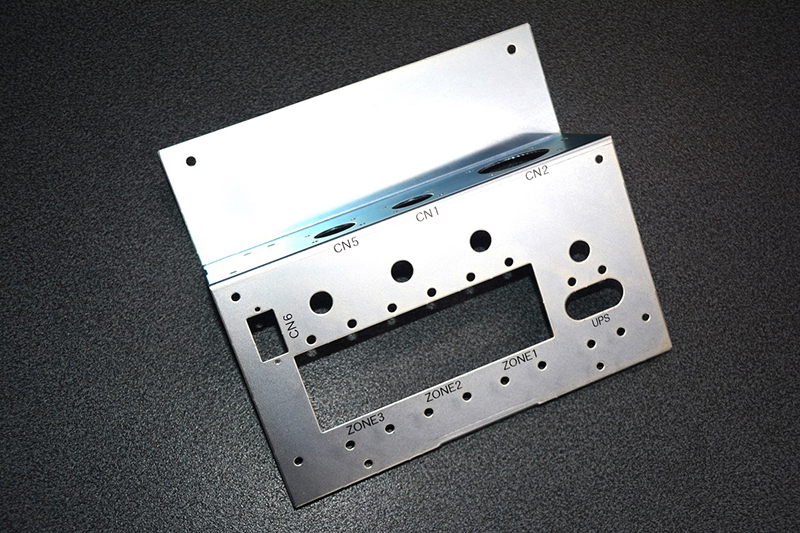
| 材質 | SPCC(冷間圧延鋼板) / t=1.2 |
|---|---|
| 寸法 | 180 × 195 |
| 加工方法 | 板金加工 |
| 処理 | 三価ユニクロ 、シルク印刷 |
| 用途 | 半導体装置部品(パネル) |
|
本製品は1.2mmのSPCCから製作しています。タレパンで抜き加工を行い、ベンダーで7工程の曲げを経て成形していきます。成形完了後に参三価ユニクロメッキと表面にシルク印刷を施して完成となります。半導体装置のパネルとして使用されています。 |
|

| 材質 | SPCC / t=3.2・t=1.6 |
|---|---|
| 寸法 | 60 × 310 |
| 加工方法 | 板金加工、溶接 |
| 処理 | アルマイト |
| 用途 | 建築金物 |
|
本製品は3.2mmの本体と板厚1.6mmの金具をタレパンで抜きます。3.2mmの本体部は長辺をベンダーで曲げて成形します。1.6mmの金具は曲げ加工後にTIG溶接で本体と接合します。本製品は建築現場の梯子フックとして使用されています。 |
|
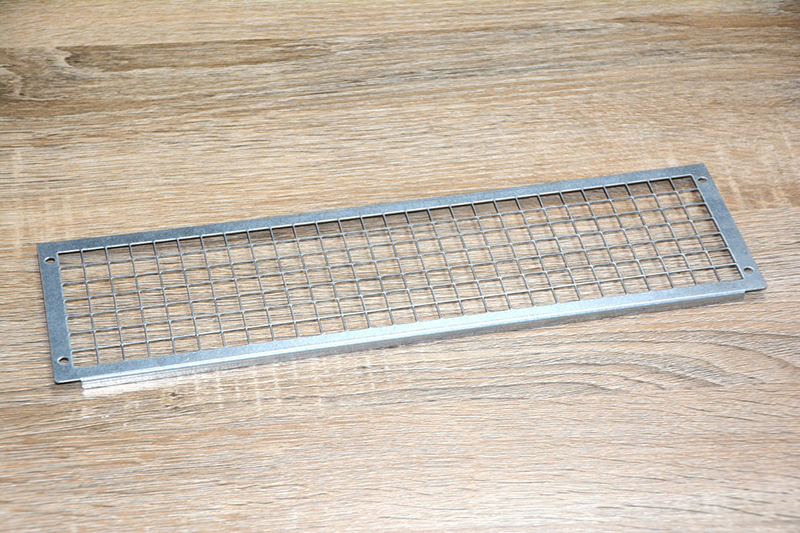
| 材質 | SPG(亜鉛めっき鋼板) / t=0.8 |
|---|---|
| 寸法 | 90 × 325 |
| 加工方法 | 板金加工 |
| 処理 | なし |
| 用途 | 送風装置部品(金網) |
|
本製品は0.8mmのSPG(亜鉛鋼板)をタレパンで網目になるように抜きます。長辺2ヶ所をベンダーで曲げて完成となります。送風装置の金網部として使用されています。 |
|
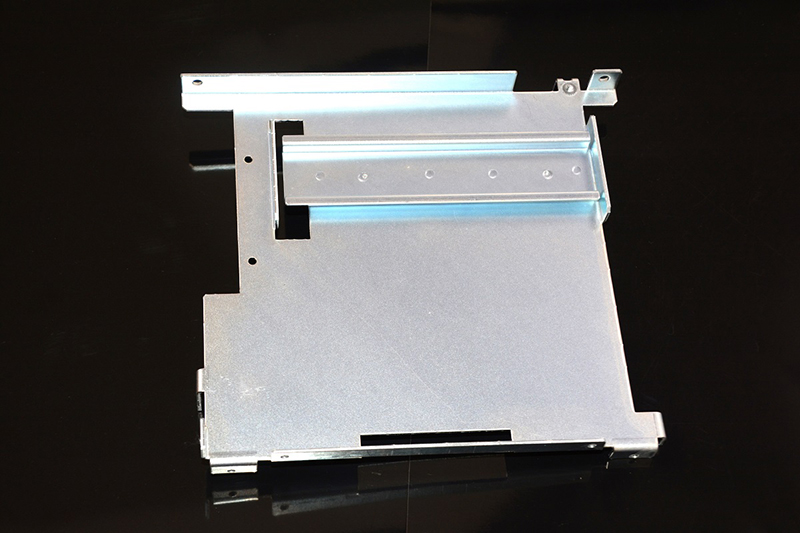
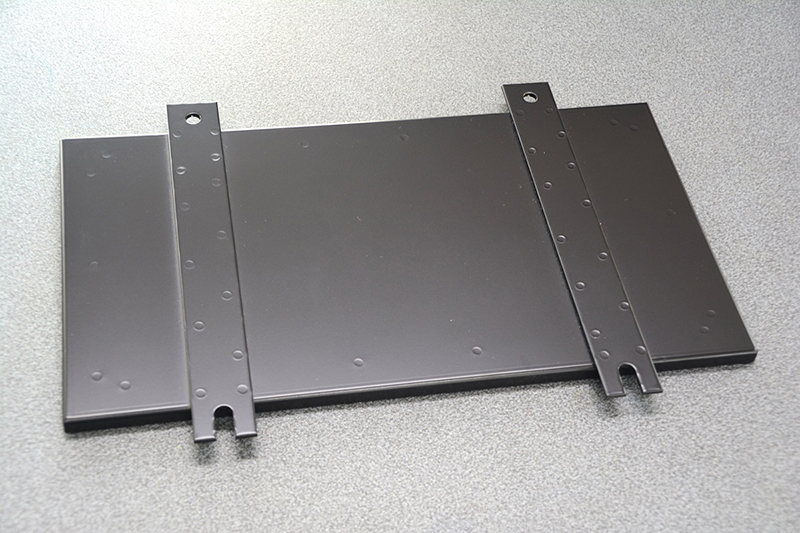
| 材質 | SPCC / t=1.6 , t=1.0 |
|---|---|
| 寸法 | 170 × 195 |
| 加工方法 | 板金加工 |
| 処理 | 三価ユニクロ |
| 用途 | 半導体装置部品(仕切り板) |
|
本製品は1.6mm(本体)と1.0(金具)のSPCCから製作しています。タレパンで本体と取付金具の2部材を抜き、それぞれ曲げていきます。曲げ加工後にM3のタップ加工を行います。曲げた金具を本体にスポット溶接で接合し、三価ユニクロメッキを施し、完成となります。半導体装置の仕切り板として使用されています。 |
|
| 材質 | SUS430 / t=0.5 |
|---|---|
| 寸法 | 65 × 85 |
| 加工方法 | 板金加工 |
| 処理 | 脱脂 |
| 用途 | 業務用ネームプレート |
|
本製品は0.5mmのSUS430から製作しています。タレパンで抜き加工を行い、3辺をベンダーで曲げていきます。曲げの寸法公差は難度の高い範囲で求められているため、通常の曲げ工程に比べて、テクニックが必要となります。本製品は動物実験研究所で小型動物を管理するためのネームプレートとして使用されています。 |
|

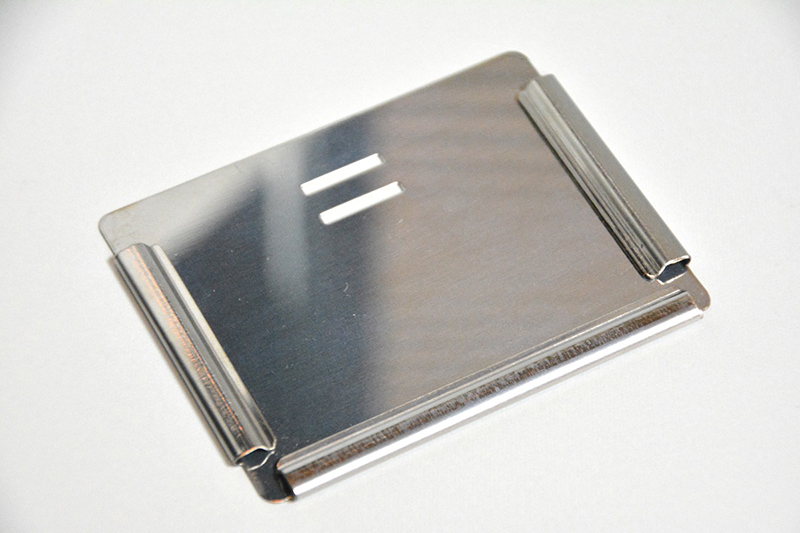
| 材質 | SUS430 (HL材) / t=1.0 |
|---|---|
| 寸法 | 150 × 238 |
| 加工方法 | 板金加工 |
| 処理 | シルク印刷 |
| 用途 | 半導体装置部品(ベース) |
|
本製品は1.0mmのSUS430から製作しています。外観品でヘアライン材を使用しています。タレパンで抜き加工を行い、両端の2ヶ所と中央付近をベンダーで曲げてL字に成形します。表面8ヶ所に基盤を組み込むためのプレススタッドを圧入しています。成形完了後にシルク印刷を経て完成となります。本製品は半導体装置のベース部品として使用されています。 |
|
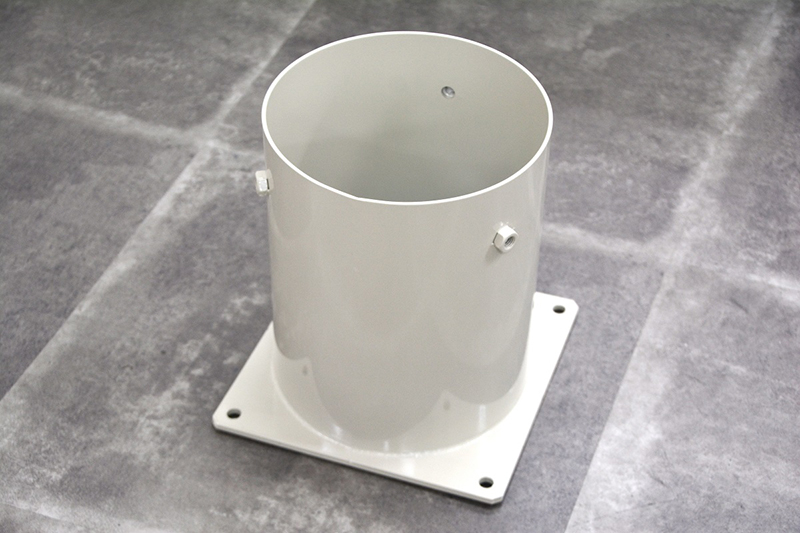
| 材質 | SPCC / t=2.6・t=2.0 |
|---|---|
| 寸法 | 250 × 250 × 320 |
| 加工方法 | 板金加工、溶接 |
| 処理 | 塗装 |
| 用途 | 防犯装置部材 |
|
本製品は2.6mm(土台)と2.0mm(丸管)のSPCCから製作しています。2部材をタレパンで抜き、2.0mmの板は三本ロールで円形に丸めます。丸めた部材と土台を半自動溶接で接合します。丸管にウエルドナットを接合して成形完了となります。成形後に塗装処理を施して完成となります。本製品は商業施設で使用する防犯装置の部材として使用されています。 |
|
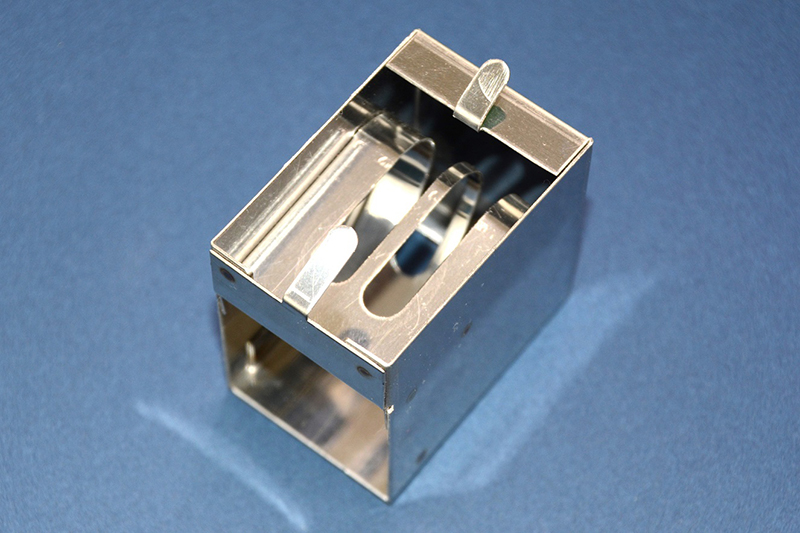
| 材質 | SUS430 / t=1.0 |
|---|---|
| 寸法 | 70 × 100 × 135 |
| 加工方法 | 板金加工 |
| 処理 | なし |
| 用途 | ゲーム機用コインラッカー |
|
本製品は1.0mmのSUS430から製作しています。4部材をタレパンでそれぞれ抜き、ベンダーで曲げていきます。部材をスポット溶接で接合して完成となります。ゲーム機用コインラッカーとして使用されています。 |
|
| 材質 | SUS430 / t=1.0 |
|---|---|
| 寸法 | 40× 60 × 55 |
| 加工方法 | 板金加工 |
| 処理 | なし |
| 用途 | 動物実験器具 |
|
本製品は1.0mmのSUS430から製作しています。3部材をタレパンでそれぞれ抜き、ケース内部の部材はベンダーでR状に曲げて組み込まれています。スポット溶接で部材を接合して完成となります。本製品は動物実験を行う際の器具として使用されています。 |
|

| 材質 | A5052P(アルミ合金) / t=4.0 |
|---|---|
| 寸法 | 160 × 353 |
| 加工方法 | 板金加工 |
| 処理 | 塗装 |
| 用途 | インテリア金物(固定金具) |
|
本製品は4.0mmのA5052P(アルミ合金)から製作しています。2部材をタレパンで抜き、TIG溶接で接合しています。アルミは融点が低く、溶接割れが生じやすいため、溶接にはコツが必要です。成形完了後に塗装処理を施して完成となります。本製品はインテリア金物を固定するための金具として使用されています。 |
|

| 材質 | SPCC(冷間圧延鋼板) / t=0.5 |
|---|---|
| 寸法 | 90 × 135 × 70 |
| 加工方法 | 板金加工 |
| 処理 | 三価ユニクロ、塗装 |
| 用途 | 半導体装置部品(カバー) |
|
本製品は0.5mmのSPCCをタレパンで抜き、ベンダーで8工程の曲げを経て成形していきます。本製品は曲げの工程が多い為、工程順序が重要なポイントとなります。曲げ加工後に4つ角をスポット溶接で接合します。成形完了後に三価ユニクロ→マスキング→塗装を経て完成となります。半導体装置のカバー部として使用されています。 |
|
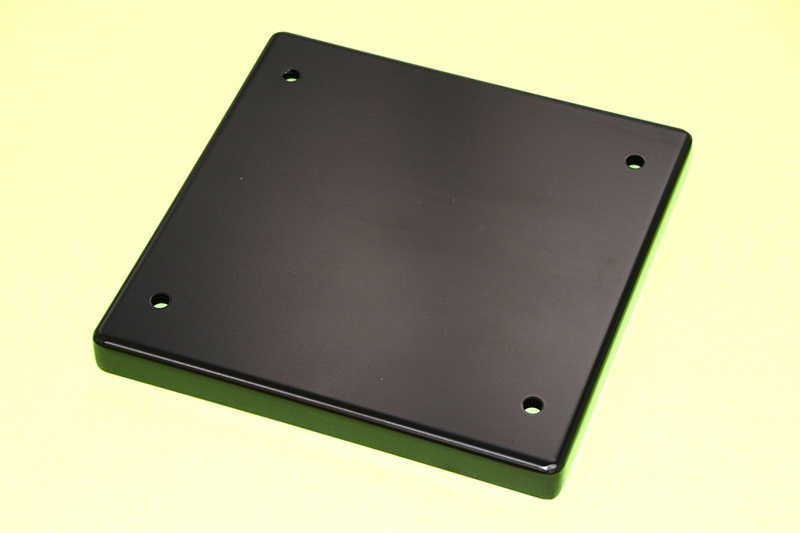
| 材質 | SECC(ボンデ鋼板) / t=2.0 |
|---|---|
| 寸法 | 160× 160 × 15 |
| 加工方法 | 板金加工、溶接 |
| 処理 | 塗装 |
| 用途 | 鉄道設備部品(カバー) |
|
本製品は2.0mmのSECCから製作しています。タレパンで抜き加工を行い、ベンダーで4辺を曲げていきます。ベンダー加工後に4つ角をTIG溶接で接合しています。成形完了後に黒色2分艶塗装を施して完成となります。本製品は鉄道設備のカバーとして使用されています。 |
|

| 材質 | A5052P(アルミ合金) / t=1.0 |
|---|---|
| 寸法 | 56× 86 |
| 加工方法 | 板金加工 |
| 処理 | アルマイト |
| 用途 | 半導体装置部品(放熱板) |
|
本製品は1.0mmのA5052P(アルミ合金)から製作しています。タレパンで抜き加工を行い、4面をベンダーで曲げで成形完了となります。成形後に黒色アルマイト処理を施し完成となります。本製品は半導体装置の放熱板として使用されています。 |
|

| 材質 | SPCC(冷間圧延鋼板) / t=1.0 |
|---|---|
| 寸法 | 27 × 65 |
| 加工方法 | 板金加工 |
| 処理 | 三価クロメート |
| 用途 | 自動車関連部品 |
|
本製品は1.0mmのSPCC(冷間圧延鋼板)をタレパンで抜き、自社製の簡易金型をベンダーに設置してR形状に曲げています。先端部にナットを取り付け、三価クロメートメッキを施し完成となります。本製品は自動車関連部品として使用されています。 |
|
| 材質 | SECC / t=2.0 , t=3.2 |
|---|---|
| 寸法 | 200× 375 |
| 加工方法 | 板金加工、溶接 |
| 処理 | 塗装 |
| 用途 | 鉄道設備部品 |
|
本製品は2.0mm(本体)と3.2mm(金具)から製作しています。それぞれをタレパンで抜き、本体4面をベンダーで曲げていきます。本体と金具をTIG溶接で接合し、塗装処理を施して完成となります。本製品は鉄道設備の部品として使用されています。 |
|

| 材質 | SPCC(冷間圧延鋼板) / t=2.0 |
|---|---|
| 寸法 | 38 × 60 |
| 加工方法 | 板金加工 |
| 処理 | 三価ユニクロ |
| 用途 | 建築金物 |
|
本製品は2.0mmのSPCC(冷間圧延鋼板)から製作しています。タレパンで抜き加工を行い、ベンダーでR形状に曲げていきます。処理は三価ユニクロメッキを施しています。建築現場で使用される金具として使用されています。 |
|
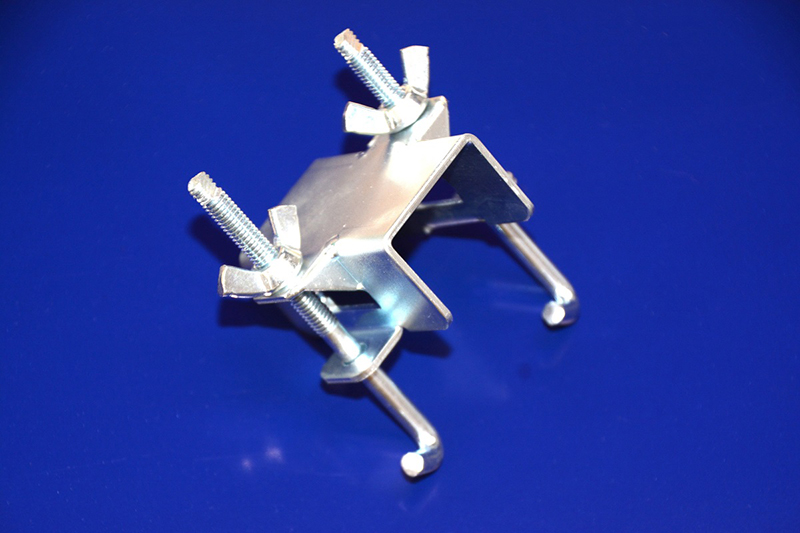
| 材質 | SPCC(冷間圧延鋼板) / t=2.0 |
|---|---|
| 寸法 | 35× 65 |
| 加工方法 | 板金加工 |
| 処理 | 三価ユニクロ |
| 用途 | 建築金物 |
|
本製品は2.0mmのSPCC(冷間圧延鋼板)から製作しています。タレパンで抜き加工を行い、ベンダーで曲げていきます。三価ユニクロメッキ後に本体とフックボルトを組付けて完成となります。本製品は建築現場で使用する金具として使用されています。 |
|
| 材質 | SUS304 / t=2.0 |
|---|---|
| 寸法 | – |
| 加工方法 | 板金加工、溶接 |
| 処理 | 塗装 |
| 用途 | 防犯装置カバー |
|
本製品は2.0mmのSUS304から製作しています。それぞれの部材をレーザーで抜き、本体となる部分は三本ロールでR形状にしています。中央部の金具は曲げ後に本体と接合して成形完了となります。成形後に塗装処理を施して完成となります。本製品は業務用防犯装置のカバー部として使用されています。 |
|

| 材質 | A5052P(アルミ合金) / t=1.5 |
|---|---|
| 寸法 | 50 × 40 × 40 |
| 加工方法 | 板金加工 |
| 処理 | アルマイト |
| 用途 | タブレットスタンド |
|
本製品は1.5mmのA5052P(アルミ合金)から製作しています。タレパンで本体とスライド金具、仕切り板をそれぞれ抜きます。本体は前面下部をR形状、後方部はヘミング曲げをそれぞれ行います。細かな曲げ加工を施しているのが特徴の製品となります。携帯端末やiPadなどを置くタブレットスタンドとして販売しています。 |
|

| 材質 | A5052P(アルミ合金) / t=1.5 |
|---|---|
| 寸法 | 350 × 320 × 1020 |
| 加工方法 | 板金加工、溶接 |
| 処理 | アルマイト |
| 用途 | タブレットスタンド |
|
本製品は1.5mmのA5052P(アルミ合金)から製作しています。タレパンで抜き加工を行い、前面曲線部を三本ロールでR形状にしています。アルミ材なので軽量化されており、様々な場面で取り付けられるのが特長です。 |
|

| 材質 | SUS430 / t=1.0 , t=1.5 |
|---|---|
| 寸法 | 160 × 160 × 15 |
| 加工方法 | 板金加工、溶接 |
| 処理 | なし |
| 用途 | ラボカート |
| 本製品は1.0mmと1.5mmのSUS430から製作しています。1.0mmの本体(天板と底板)、1.5mmの支柱をそれぞれタレパンで抜き、曲げていきます。底板と支柱と溶接し、天板はネジ止めします。柱下にキャスターを4つ取り付けて完成となります。 | |
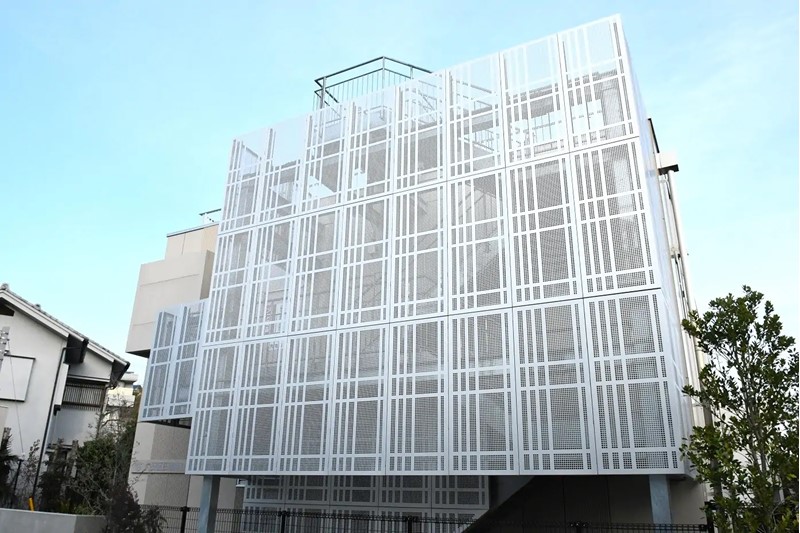
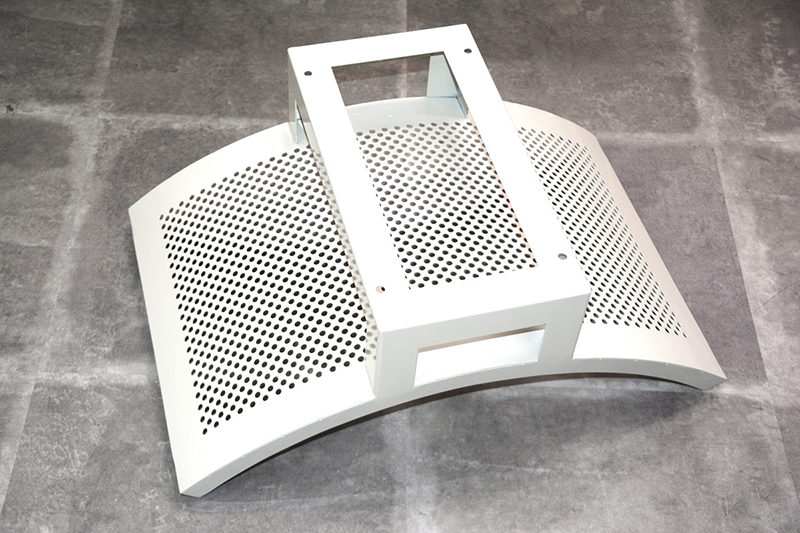
| 材質 | A5052P(アルミ合金) / t=2.0 |
|---|---|
| 寸法 | 部材により異なる |
| 加工方法 | 板金加工 |
| 処理 | アルマイト |
| 用途 | 水防センターの階段目隠しパネル |
|
こちらは田園調布水防センターで使用する階段目隠しカバーです。板厚2mmのアルミ材を使用しており、パンチング加工と曲げ加工を行っています。約80個の部材をそれぞれ成形し、腐食防止のためにアルマイト処理を施しています。完成した部材を現地に運び、設置作業と最終確認を行いました。 |
|

| 材質 | SUS430 / t=1.0 , 1.5 , 2.0 |
|---|---|
| 寸法 | 650 × 1260 × 1420 |
| 加工方法 | 板金加工、溶接 |
| 処理 | 脱脂 |
| 用途 | クリーンラック(動物研究飼育用) |
| 本製品は1.0mm、1.5mm、2.0mmのSUS430から製作してしています。抜き加工、曲げ加工を経て、土台となる2.0mmの部材と1.0mmの本体を溶接で接合しています。土台部分にはキャスターも接合しており、移動も可能です。本製品は動物研究飼育用のクリーンラックとして使用されています。 | |